Frequentemente comentamos sobre as excelentes propriedades mecânicas e a eficiência dos materiais compostos nos posts do blog, assim como o quanto é importante sempre tentar fabricar um laminado com o mais alto teor de fibras possível com o a menor quantidade de vazios.
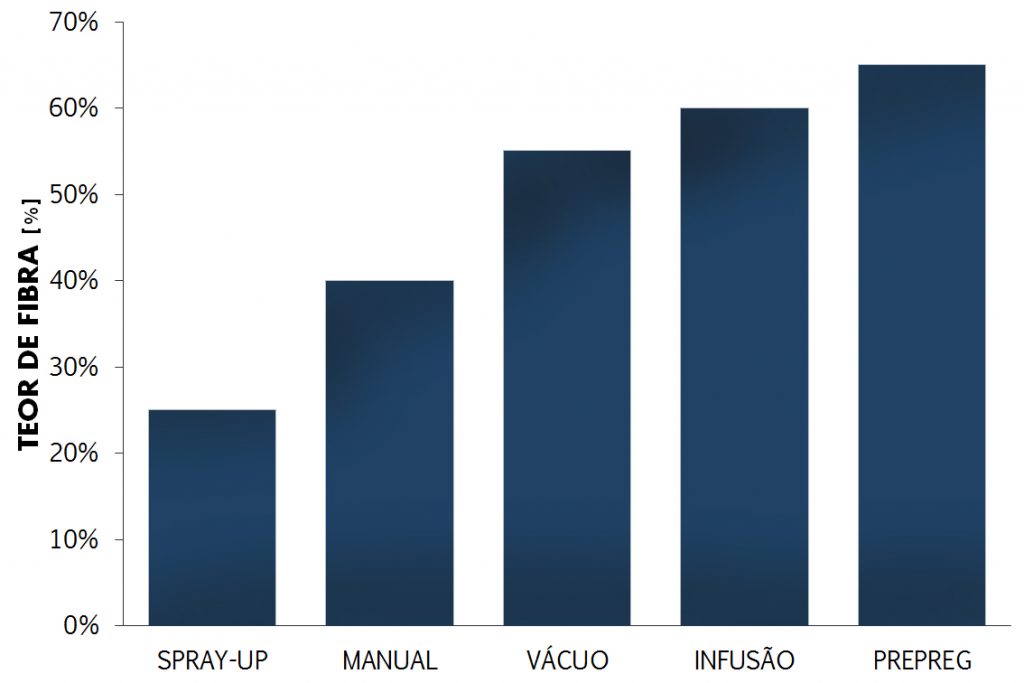
No entanto, estimar as propriedades mecânicas de laminados na prática não é um processo assim tão fácil. Existem uma infinidade de variáveis a serem consideradas, começando pelo tipo dos materiais, pelo processo de laminação, pressão de moldagem, temperatura e condições ambientais de cura, umidade, além do processo de pós-cura. Processos mais convencionais, que ainda são utilizados pela indústria, como o spray-up e a laminação manual dependem fortemente até mesmo da habilidade do laminador.
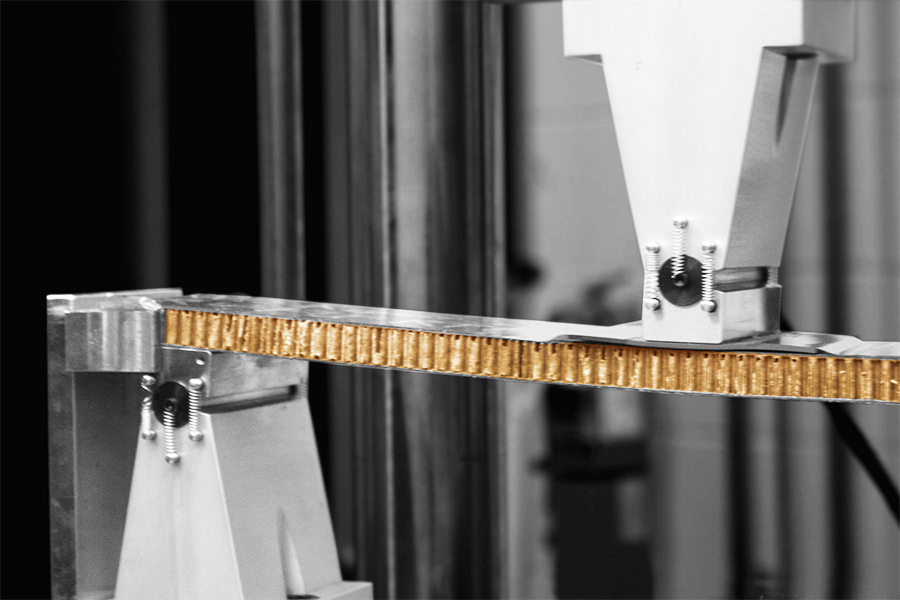
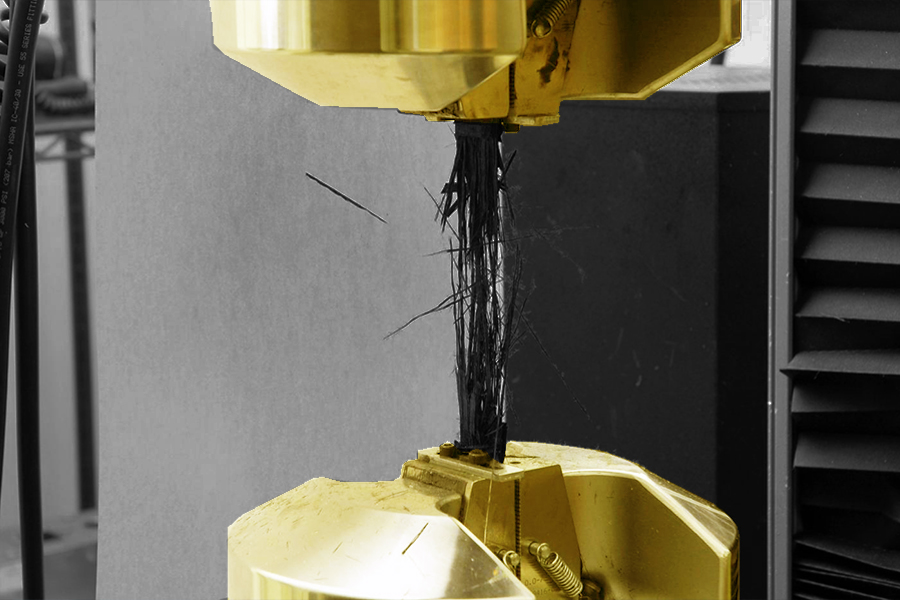
Não é nenhum preciosismo afirmar que só é possível ter certeza das propriedades mecânicas de um laminado depois de que ele for construído e testado em ensaios de tração, compressão, flexão e cisalhamento. No entanto, esse é um trabalho caro e muito longe da realidade dos construtores amadores de embarcações.
Isso não significa que esses construtores devam projetar e construir às cegas ou que devam apenas acreditar em experiências anteriores. A micromecânica se apresenta como uma ferramenta de projeto capaz de estimar as propriedades de uma lâmina de material composto com base nas propriedades dos elementos que a constituem, ou seja, a fibra e a resina.
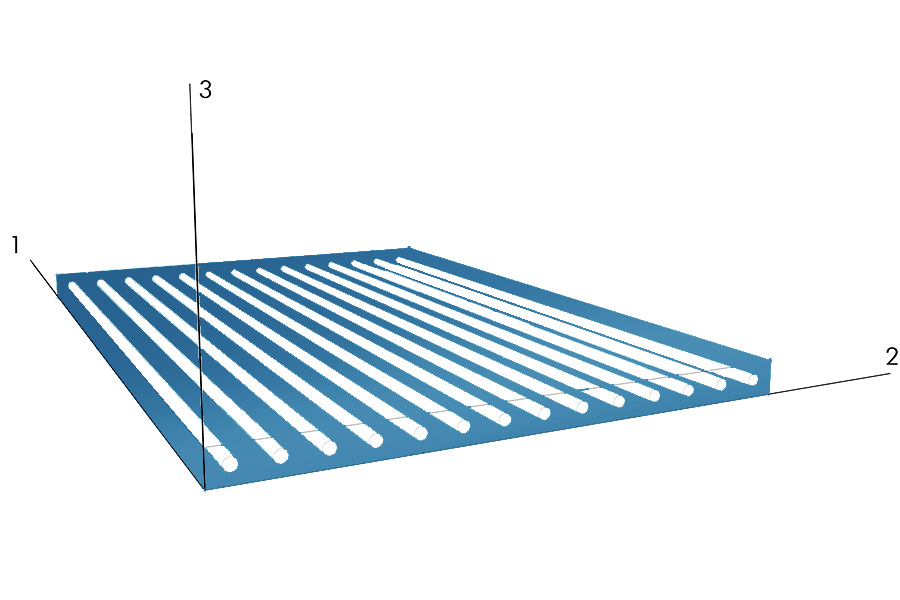
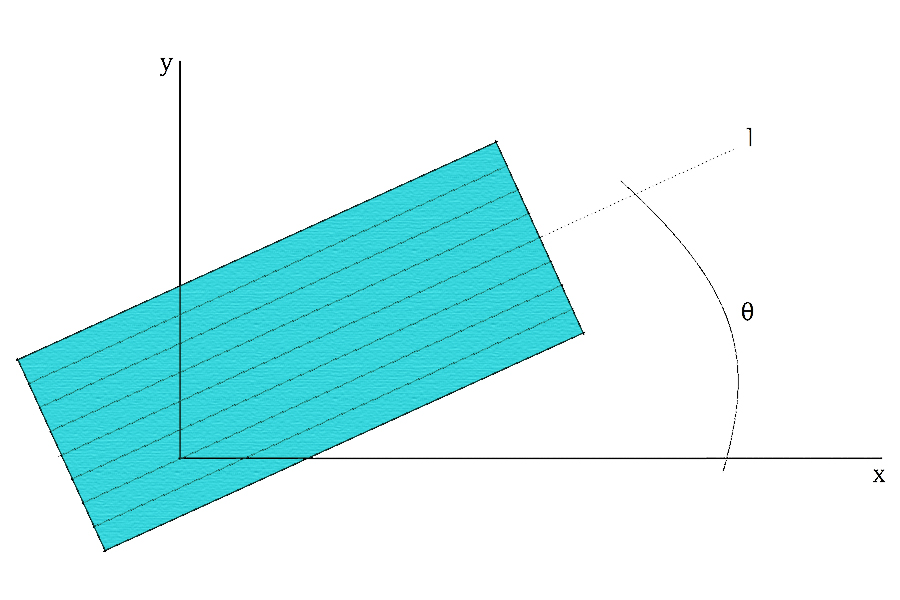
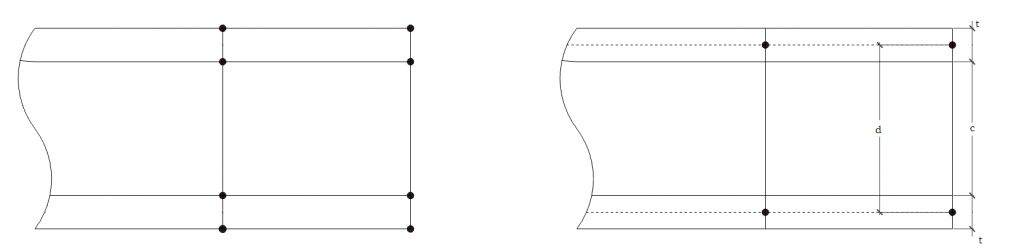
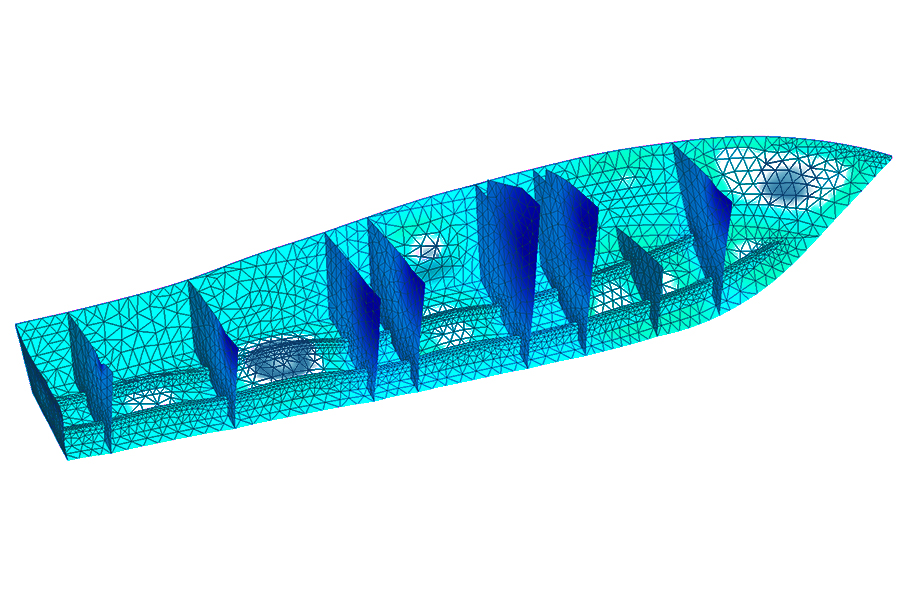
Uma lâmina de material composto é formada por uma matriz polimérica homogênea com adesão perfeita a um conjunto de fibras de reforço perfeitamente alinhadas, espaçadas e contínuas por todo o comprimento do painel. Um conjunto de lâminas como o da Figura 1 forma um laminado e um conjunto de laminados forma uma estrutura, que pode ser o casco de uma embarcação, uma pá de geração de energia eólica ou a fuselagem de uma aeronave, por exemplo.
As características físicas e mecânicas das fibras e resinas estão amplamente disponíveis para os construtores e projetistas em uma ficha disponibilizada pelos fabricantes com as especificações dos materiais, normalmente conhecida como datasheet. A micromecânica permite a utilização dessas informações como forma de prever o comportamento mecânico do material composto construído com esses elementos, o que é uma grande economia de tempo e dinheiro em comparação com a realização de ensaios mecânicos.
É importante ressaltar que os resultados obtidos através dessa ferramenta são apenas estimativas, uma vez que as hipóteses de matriz homogênea e sem vazios, além de adesão perfeita entre fibras e resina, não são possíveis em condições reais. No entanto, as estimativas produzidas são bastante interessantes, além de trabalhar com um conjunto muito simples de equações.
A primeira é a Equação 1 apresentada abaixo, que permite estimar propriedades físicas como a densidade, assim como propriedades mecânicas na direção longitudinal da Figura 1, como a resistência à tração σ e o módulo de elasticidade longitudinal E1:

A ideia da expressão é que uma propriedade do laminado pode ser estimada a partir da média ponderada das propriedades da fibra Pf e da matriz Pm. O elemento ponderador é a fração volumétrica de fibra vf e de resina vm. A fração volumétrica de um elemento é o volume que ele ocupa no laminado dividido pelo volume total do laminado, ou seja:
A fração volumétrica, então, é uma propriedade adimensional obtida a partir da razão entre dois volumes. Na prática não é fácil medir volumes com precisão, principalmente quando se fala das fibras. O post Fração em Peso e Fração em Volume aprofunda essa discussão e mostra como converter a fração mássica, facilmente obtida na realidade de um estaleiro, em fração volumétrica.
As propriedades mecânicas das fibras são sempre superiores em relação às das resinas e é por essa razão que sempre se busca altos teores de fibra. A quantidade de resina ideal é apenas aquela suficiente para impregnar completamente os filamentos de fibra, fornecendo proteção e sendo capaz de transferir os esforços mecânicos.
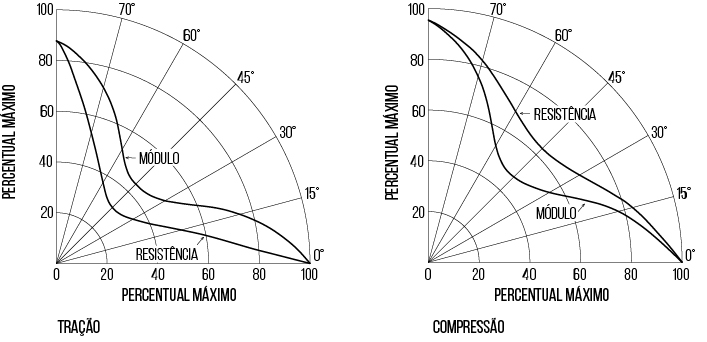
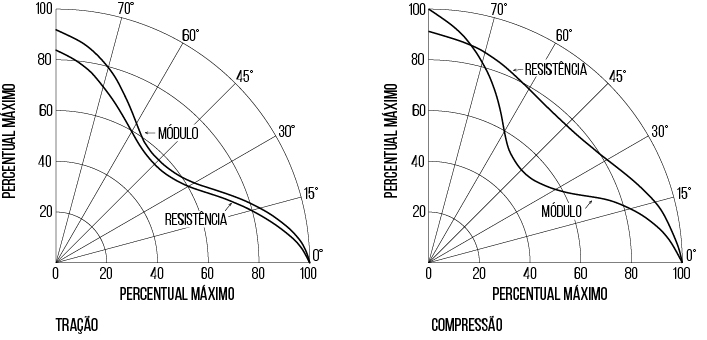
Outra característica bastante citada no blog é o fato de que os materiais compostos apresentam resistências mecânicas diferentes em diferentes direções. Por definição, eles são ortotrópicos, o que significa que apresentam propriedades desiguais nas direções longitudinal e transversal. Olhando para Figura 1, é fácil entender o porquê.
Se uma força axial é aplicada na direção 1, as fibras conseguem realizar uma excelente contribuição na resistência e rigidez do laminado. Quando a força axial é aplicada na direção 2, as fibras já não estão com a carga aplicada em sua direção preferencial e a Equação 1 não pode ser aplicada. É possível estimar as propriedades mecânicas na direção 2 com a seguinte expressão:
As duas propriedades mais importantes que podem ser estimadas a partir da Equação 3 são o módulo de elasticidade transversal E2 e o módulo de cisalhamento G12.
A micromecânica é uma ferramenta simples, de fácil aplicação e baixo custo a disposição dos projetistas e construtores de materiais compostos. Além de fornecer estimativas das propriedades físicas e mecânicas aceitáveis para os laminados antes mesmo que eles sejam construídos, ela é capaz de ilustrar algumas variáveis importantes no projeto de estruturas e na escolha do processo produtivo.

Para determinar com melhor precisão as características dos laminados, é necessário construir e ensaiar amostras dos materiais para verificar como eles se comportam em condições reais. No livro Processo de Infusão a Vácuo em Composites é possível ler mais sobre micromecânica e encontrar dados de propriedades mecânicas de laminados reais que foram ensaiados e podem ser utilizados para construção de sua embarcação.