Quando se busca alta performance, optamos pelos materiais com melhores características mecânicas e com isso o construtor quer sempre maximizar essas propriedades. Um dos materiais que mais sofrem alteração do ambiente durante a laminação é a resina.
Conforme já abordamos em post anteriores, normalmente os laminados náuticos são fabricados sem controle do ambiente, então a variação principalmente da temperatura e umidade, o grau de cura das resinas acaba variando bastante. Essa variação leva a uma instabilidade nas propriedades mecânicas da resina e consequentemente do laminado.
A melhor forma de otimizar as características mecânicas da resina e com isso atingir os melhores resultados que esse material pode oferecer é a pós cura.
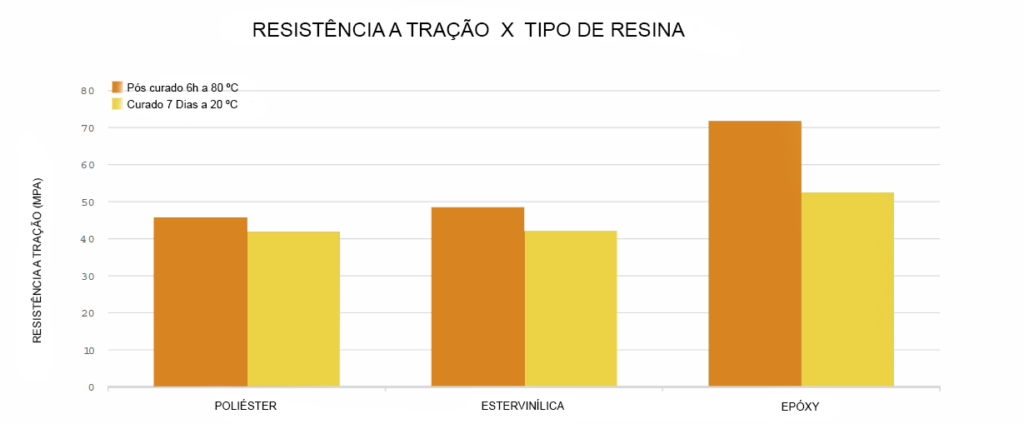
É claro que para fabricar corpos de prova ou pequenas peças não existe muita dificuldade em elevar e controlar a temperatura do laminado até atingir o grau máximo de cura da resina, mas a realidade é bem diferente quando pensamos na fabricação de uma embarcação de 30 ou até mesmo 60 pés de comprimento. Abaixo comparação da resistência a tração das reina poliéster, éster vínica e epoxy, laminadas a temperatura ambiente e com pós cura.
Embarcações de performance podem ser desde uma canoa de competição olímpica, um veleiro da Americans Cup até um motor yacht de alta velocidade e todos esses projetos requerem da estrutura o máximo que ela pode oferecer, e com isso pode-se obter uma grande vantagem ao se pós curar cada uma dessas peças.
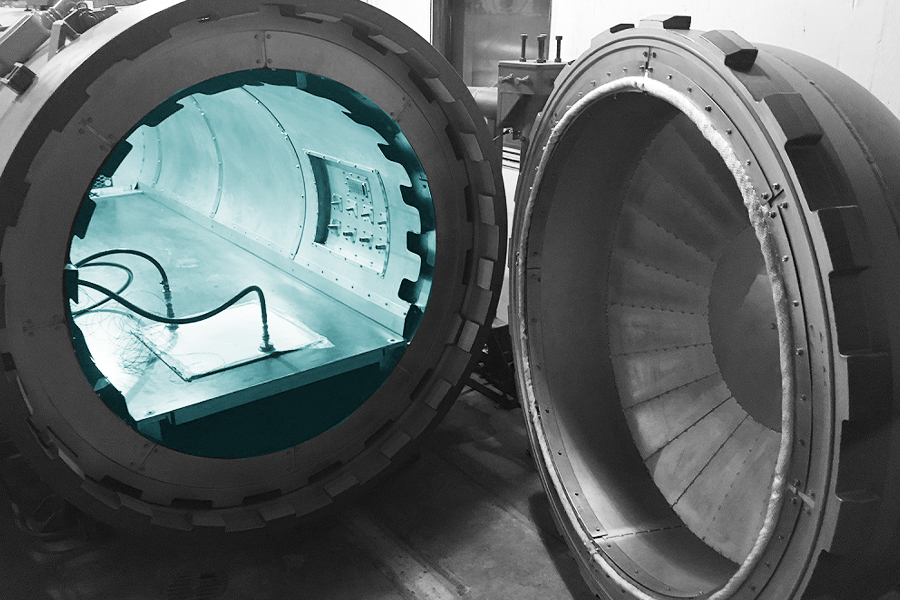
No caso dos veleiros de competição, por serem construídos em sua grande maioria por tecidos pré-impregnados (pre-pregs) em fibra de carbono e núcleos de honeycomb de aramida, o próprio controle da temperatura durante a cura do prepreg oferece uma grande otimização das propriedades mecânicas desse tipo de laminado.
Um dos nichos que tem crescido mais é a de construção de canoas e kayaks de competição. Nessas peças a pós cura não costuma apresentar muita dificuldade visto que esse tipo de embarcação não possui dimensões muito grandes, nesse caso é muito mais fácil se utilizar cobertores térmicos ou uma estufa que acomode a embarcação e seus moldes.
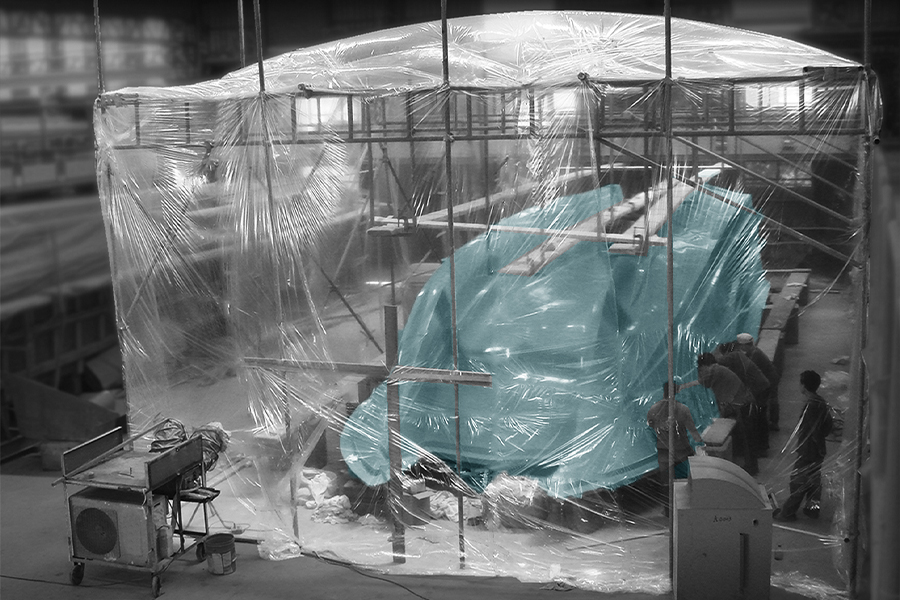
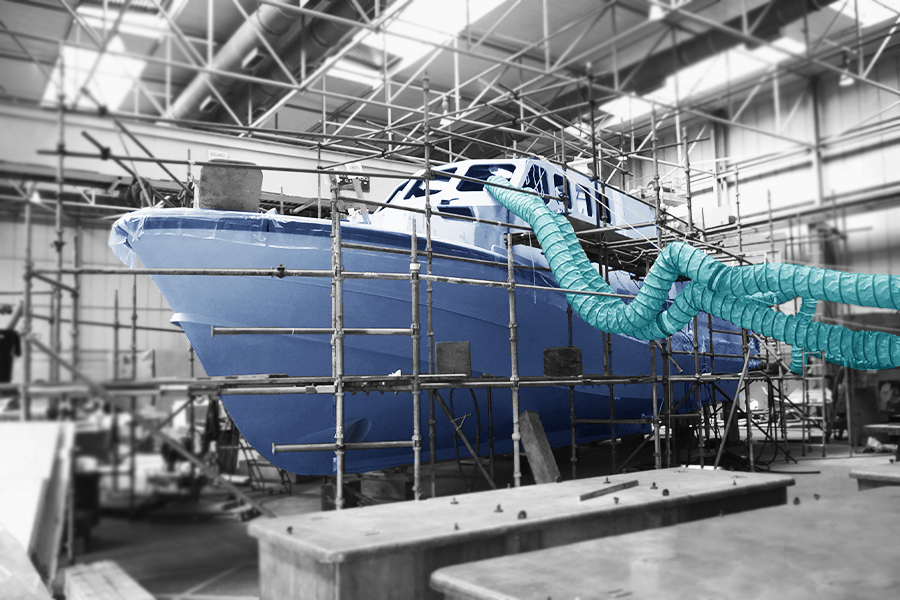
Essa realidade já é mais complexa quando falamos de embarcações maiores que 30 pés, o que exigiria uma estrutura de forno e controle de temperatura extremamente grande e cara.
Com isso, dada a necessidade, outras formas foram sendo desenvolvidas, como a utilização de estacoes de lâmpadas infravermelho que conseguem aquecer uma área maior e são razoavelmente homogêneas se bem utilizadas, garantindo um bom resultado de pós cura, entretanto elas não devem ser direcionadas diretamente sobre o laminado.
O mais importante é que as especificações do fabricante da resina sejam cumpridas com o maior rigor possível e o grau de cura final do laminado seja devidamente conferido, garantindo assim que as melhores características mecânicas foram obtidas com sucesso.