A ventilação na área de laminação é importante não somente para manter o ambiente agradável para os laminadores, mas também para remover os gases liberados pelos produtos químicos. Muitas das resinas emitem gases fortes que podem ser prejudiciais à saúde com a exposição contínua e confinada. Para laminações pequenas e esporádicas, a ventilação natural é suficiente, mas para um trabalho intenso e em série, a ventilação forçada deve ser feita com mangueiras flexíveis que podem ser direcionadas para dentro dos moldes na área de laminação.
Construtores amadores, trabalhando ao ar livre não precisam se preocupar com esse aspecto, embora a temperatura e a umidade ainda sejam problemas a serem resolvidos. Vapores que se formam dentro de grandes moldes durante a laminação podem ser removidos com um simples ventilador, o que certamente irá garantir melhores condições de trabalho e cura do laminado.
Pouca iluminação é uma das piores situações que um construtor pode experimentar. A dificuldade de se trabalhar nestas condições só é sentida quando um grave defeito aparece. Neste ponto já é tarde demais para correções. Para que os defeitos sejam observados e removidos enquanto a laminação é feita deve sempre haver iluminação boa e uniforme em toda a área de fabricação.
Entretanto, o construtor deve evitar incidência direta de luz solar sobre as áreas de laminação ou mesmo durante o processo de cura. O aumento de temperatura provocado pelo sol incidindo diretamente no laminado, ou mesmo sobre o molde, pode modificar o tempo de cura e as propriedades finais do laminado. A incidência de luz solar direta sobre uma peça em processo de cura também pode modificar o padrão de geltime da resina e causar empenos graves que depois não vão poder ser consertados.
O uso de materiais para o isolamento térmico, posicionados sob o convés e o teto da cabine, proporciona um ambiente agradável, seja no verão ou no inverno, mesmo que não haja ar condicionado a bordo. Estes materiais na maioria das vezes espumas sintéticas são fabricadas de poliestireno expandido, lã de vidro, poliuretano ou mesmo a própria espuma de PVC que faz parte estrutural do convés.
O construtor, principalmente de barcos de grande porte, deve ter em mente que o dimensionamento do sistema de ar condicionado é resultado do isolamento térmico de todas as faces de uma cabine. Assim, nada melhor que utilizar construções do tipo sandwich que proporcionam um ganho duplo, tanto no aumento de resistência mecânica, quanto na economia da carga térmica, uma vez que as propriedades físicas e mecânicas das espumas de PVC apresentam excelentes características de isolamento.
Ao escolher os materiais que vão na estrutura da sua embarcação, o construtor deve reservar atenção especial ao isolamento térmico e acústico. Ele pode gerar conforto a um baixo custo, e poupar recursos que seriam utilizados sistemas de refrigeração e aquecimento.
Sempre que tiver a possibilidade o construtor deverá dar prioridade aos produtos sintéticos, de modo a evitar o excesso umidade, que pode causar o apodrecimento dos forros e mobílias da embarcação. Barcos construídos a base de materiais metálicos, como aço e alumínio, devem sempre procurar opções de isolamento térmico que evitem ao máximo o aumento de peso total da estrutura.
Toda vez que houver um aumento no peso total da embarcação, o construtor poderá estar alterando o seu centro de gravidade, possivelmente comprometendo o barco, desencadeando novos reparos em outros pontos para que tudo fique balanceado e equilibrado.
Materiais compostos oferecem o melhor conjunto de desempenho estrutural e cosmético para construção de embarcações, além de apresentarem alta durabilidade no ambiente hostil de operação. No entanto, quando submetidos a impactos, os materiais compostos nem sempre são capazes de absorver a energia e distribuí-la de forma eficiente ao longo da estrutura, o que os torna sujeitos a alguns danos pontuais.
Esses danos podem acontecer em grandes áreas, pequenos pontos ou apenas em locais cosméticos. Se os danos não forem catastróficos, é fácil e rápido de realizar reparos com materiais compostos seguindo algumas instruções simples.
Se os danos forem cosméticos, é possível reparar facilmente com a aplicação de massas poliéster ou epoxy com cargas ou aditivos e em seguida pintura. Um detalhe importante nesse tipo de situação é a necessidade do uso de uma resina compatível com a estrutura original para que ela possa refletir as deformações e tensões que a nova estrutura será submetida.
Um outro ponto importante é que embarcações antigas que utilizam compensado naval estão sujeitas ao apodrecimento da madeira pela entrada de água no laminado. Se isso acontecer, recomenda-se que a madeira também seja substituída por espumas PVC, que não absorvem água e umidade.
No caso de pequenos reparos ou delaminações no laminado original é preciso realizar um “tap test” para verificar a extensão do problema. O tap test é basicamente um teste feito com um pequeno martelo de cabeça redonda para determinar as diferenças de ruído na estrutura e verificar a presença de delaminações no interior do laminado.
Feito isso, o prosseguimento do reparo deve, em seguida, promover a limpeza da superfície a ser reparada com acetona ou outro solvente para garantir que todas as impurezas sejam removidas. É importante esperar até que todo solvente evapore e não haja resíduos sobre a área a ser trabalhada.
Após o lixamento, a superfície deve passar por uma limpeza novamente. Nesse ponto, os procedimentos de reparo são um pouco diferentes em situações em que o construtor tem acesso a um ou aos dois lados do reparo. No caso de acesso aos dois lados, o molde pode ser construído em uma chapa de compensado ou MDF para que possa se curvar à geometria da embarcação, se necessário. A fixação pode ser feita com fitas ou com parafusos nas arestas e sua superfície deve ser preparada com desmoldante.
Se não houver acesso pelos dois lados é importante que o molde não seja preparado com desmoldante e seja fabricado com material compatível com a resina de reparo. Para colagem do núcleo, pode ser utilizado um adesivo a base de resina epoxy com agente tixotrópico de sílica ou uma massa de colagem a base de resina poliéster com microesferas.
Com o adesivo curado, é possível realizar a laminação das camadas de reparo. Deve ser executada da mesma maneira que reparos em laminado sólido, inclusive utilizando uma manta em contato com o núcleo para ancorar os reforços. As camadas devem se sobrepor em escala para acompanhar a inclinação do chanfro.
O último passo é a laminação do reparo na face interna, seguindo os mesmos passos anteriores. A superfície deve ser preparada com chanfro de proporção 12:1 e o mesmo número de camadas estruturais devem ser laminadas.
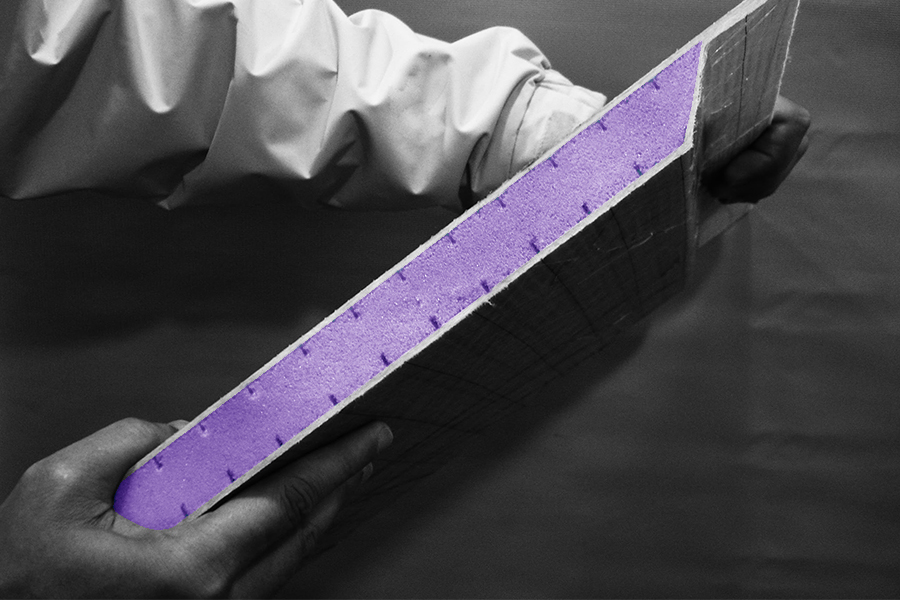
Quando for necessário substituir o núcleo, a escolha deve ser sempre por uma densidade igual ou superior que a original. Não é necessário chanfrar o material sandwich, a não ser que ele possua uma resistência diferente do restante do casco. Se esse for o caso, o chanfro deve ter uma proporção mínima de 4:1. A nova peça de espuma deve ser colada ao reparo usando uma massa compatível com o restante da estrutura.
Tecidos biaxiais são boas opções pela facilidade de moldagem. É sempre recomendado utilizar a mesma sequência do laminado estrutural ou ao menos combinar os tecidos para que a rigidez seja equivalente ao restante do barco. A resina mais recomendada para reparos estruturais é a epoxy por possuir a melhor adesividade em qualquer superfície.
As melhores opções de resina epoxy são aquelas curadas com aminas e que tem uma proporção de mistura de 3:1 (300gr de resina para 100gr de endurecedor). Com os tecidos pré-cortados e o molde em sua posição preparado com desmoldante, é possível começar a laminação sobre a área a ser reparada.
O reparo em regiões de grandes espessuras deve ser feito em etapas, não ultrapassando 4 mm por vez. Isso garante que não haja pontos de alta concentração de calor, o que poderia prejudicar a cura ou as propriedades do laminado ao redor do reparo. Após a laminação das camadas de tecido, o construtor pode utilizar uma camada de peel ply para preparar a superfície para os processos de acabamento.
Os procedimentos para reparos podem ser consultados em mais detalhes no livro Manual de Construção de Barcos e também em outros posts do blog!
Os sistemas a base de epoxy são uma classe de resinas termofixas com amplo espectro de viscosidade, reologia e velocidade de cura, o que possibilita seu uso em uma grande variedade de aplicações como, por exemplo, resinas de laminação, adesivos, selantes, tintas e vernizes. Por incrível que pareça, apenas 5% das resinas epoxy consumidas no mundo são utilizadas para laminação de materiais compostos e desse universo 90% é utilizada na fabricação de pás eólicas.
Resinas epoxy podem ser definidas como todas aquelas em que as ligações químicas ocorrem através de grupos de radicais epoxy. No estado básico, essas resinas podem ser líquidas ou sólidas. No estado sólido, elas são termoplásticas, com a habilidade de serem dissolvidas pelo calor e endurecidas pelo resfriamento. Sua conversão para o estado sólido ocorre através do processo de polimerização pela adição de um endurecedor que inicia uma reação irreversível de ligação entre as moléculas. Os endurecedores compõem parte da estrutura polimérica final da resina, portanto sua escolha possui influência no desempenho mecânico das peças finalizadas.
A taxa de resina/endurecedor é muito diferente de outras resinas e, dependendo do sistema utilizado, pode variar em 100:12, 100:25, 100:30 e até mesmo 100:50 partes em peso de resina e endurecedor. Para o construtor de barcos as resinas que costumam apresentar melhores características mecânicas a temperatura ambiente costumam variar a proporção resina endurecedor de 100:25 até 100:33.
O gel time da resina epoxy pode variar entre poucos minutos e várias horas, conforme a necessidade do construtor. Essa grande vantagem em relação a outros sistemas de resinas pois o tempo de cura pode ser controlado pela escolha do tipo de endurecedor, que pode ser lento, médio ou rápido. Uma combinação de endurecedores pode ser utilizada para que se alcance um tempo de gel intermediário e adequado para uma determinada peça. Um erro muito comum cometido pela maioria dos laminadores é aumentar ou diminuir a proporção de endurecedor indicada pelo fabricante para modificar o tempo gel. Ao contrário das resinas poliéster e estervinílicas, a proporção resina/endurecedor não pode sofrer alteração.
Com seu gel time variando entre 15 minutos e 12 horas, as resinas epoxy possuem formulações adequadas para laminações manuais, vacuum bag e até mesmo infusão.
Há uma certa resistência por parte dos construtores de barcos de produção seriada em usar resinas epoxy por questões de custo, mas atualmente já se encontram opções com propriedades mecânicas excelentes para laminação e cura à temperatura ambiente com um custo bem acessível embora a resina seja apenas uma pequena parte do custo total do barco. No caso de utilização de fibras como Kevlar® e carbono, este valor é baixo ao levar em consideração a melhora significativa de performance no laminado.
Se esse tipo de resina for utilizado com precisão é possível se obter teores de fibra até duas vezes maiores que nos laminados convencionais em resina poliéster, o que também proporciona melhores propriedades mecânicas e necessidade de uma quantidade menor de fibras de reforço para o mesmo trabalho. Assim, computando o peso final do laminado, peso da resina, resistência e velocidade de construção, é possível concluir que a diferença em termos de custo das resinas poliéster e epoxy pode não ser tão discrepante.
Às vezes passa despercebido, até mesmo para o construtor experiente, o dilema do fabricante de espuma de PVC de usar cor neutra ou usar uma cor para cada densidade. No inicio da fabricação das espumas de PVC na década de 1970, as espumas eram todas de cor neutra, independente da densidade. Na época, as formulações e a produção não eram tão sofisticadas como hoje, e a decisão de manter todas as densidades de cor neutra (creme) era bem aceita.
Com o passar do tempo, e com o uso mais frequente deste material para a fabricação de barcos, notou-se que em um único modelo de barco os construtores utilizavam 2 ou 3 densidades diferentes de espuma. Depois que elas eram processadas e cortadas para a serem coladas na estrutura sandwich, o restante do material, ou a sobra das placas, não tinha nenhuma identificação, dificultando a sua reutilização com segurança, uma vez que não se sabia quais eram suas densidades.
Depois disto um dos fabricantes de espuma decidiu “colorir” a espuma para codificar cada densidade e assim ficou mais fácil para todos os construtores identificarem qual o “tipo” de espuma estava sendo usada em cada parte do barco, além de facilitar o reaproveitamento das sobras no projeto seguinte.
Hoje em dia as opiniões divergem e existe um fabricante que não usa corante na espuma e outro que usa… veremos nos próximos anos como fica essa tendência de codificar ou nas as espuma!
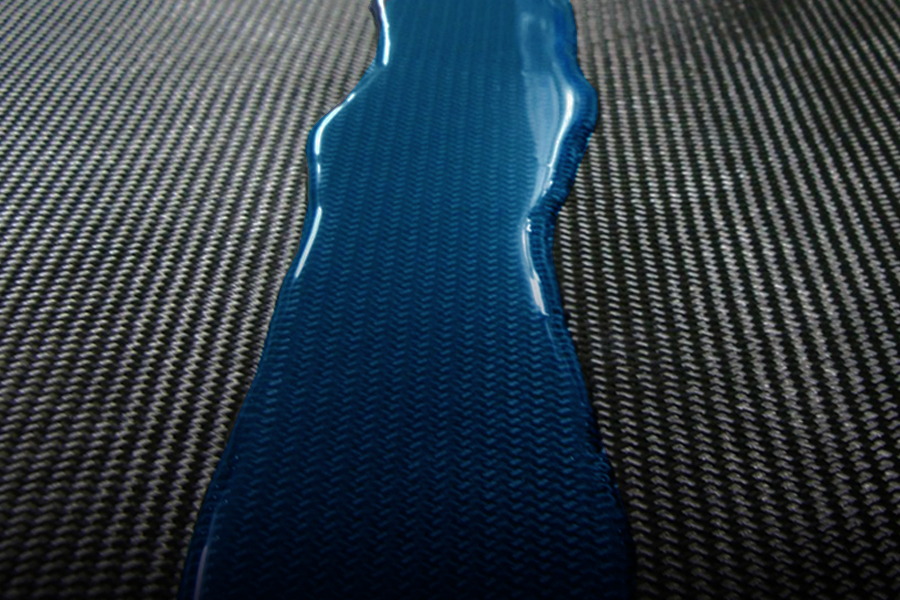
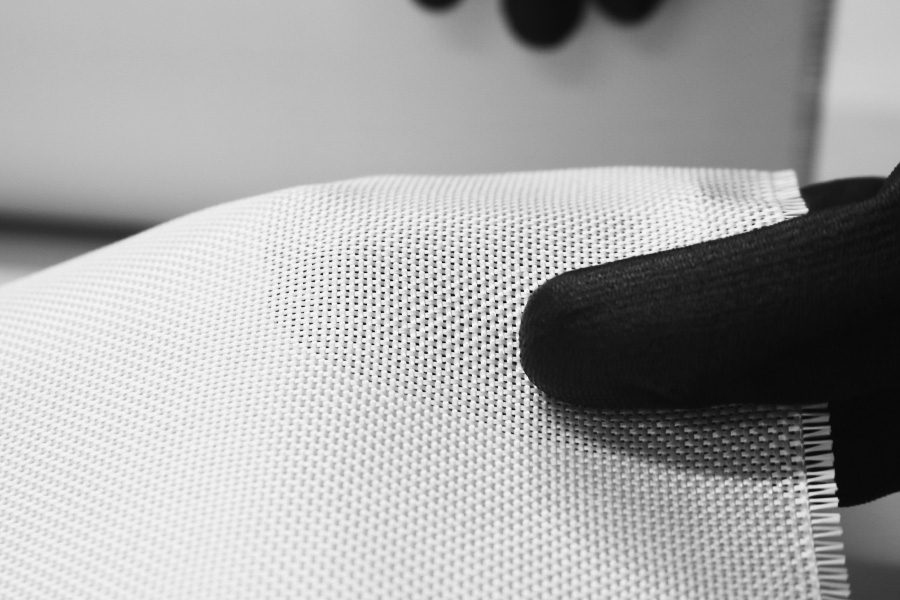
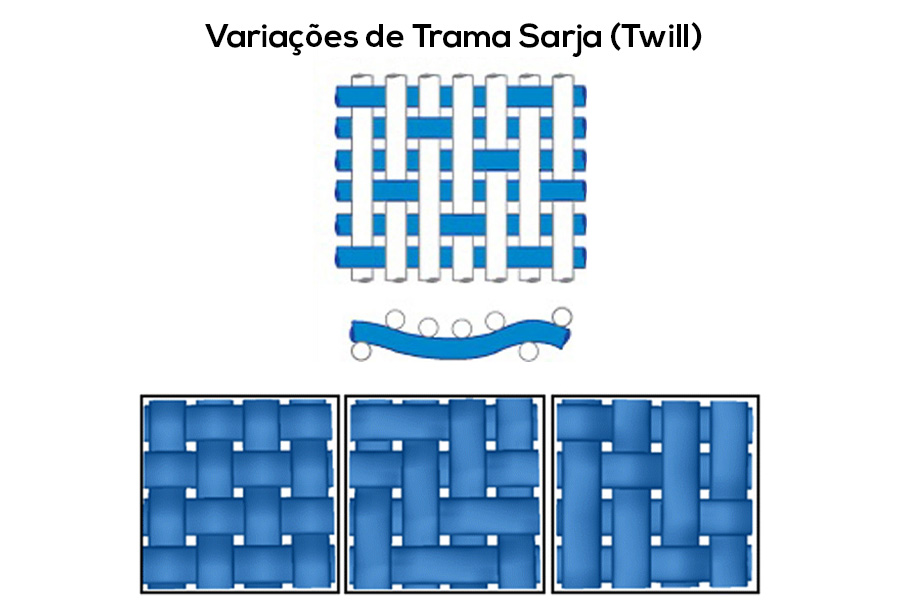
No último post do blog abordamos a trama do tipo Twill (Sarja), como é o tecido e suas aplicações e manuseio. Este post será dedicado a trama Plana que é outro tipo de tecelagem muito comum e também muito relevante para estruturas que exijam alta performance.
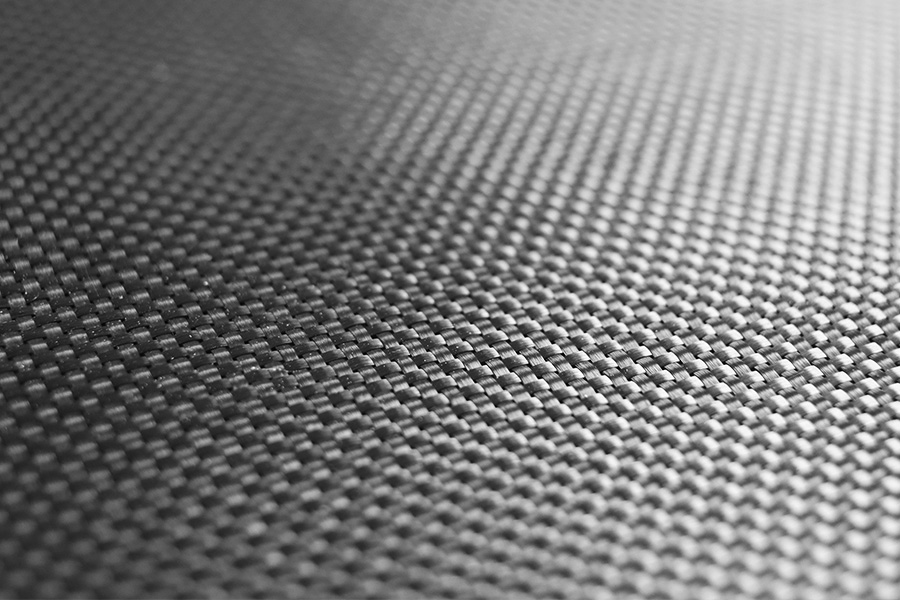
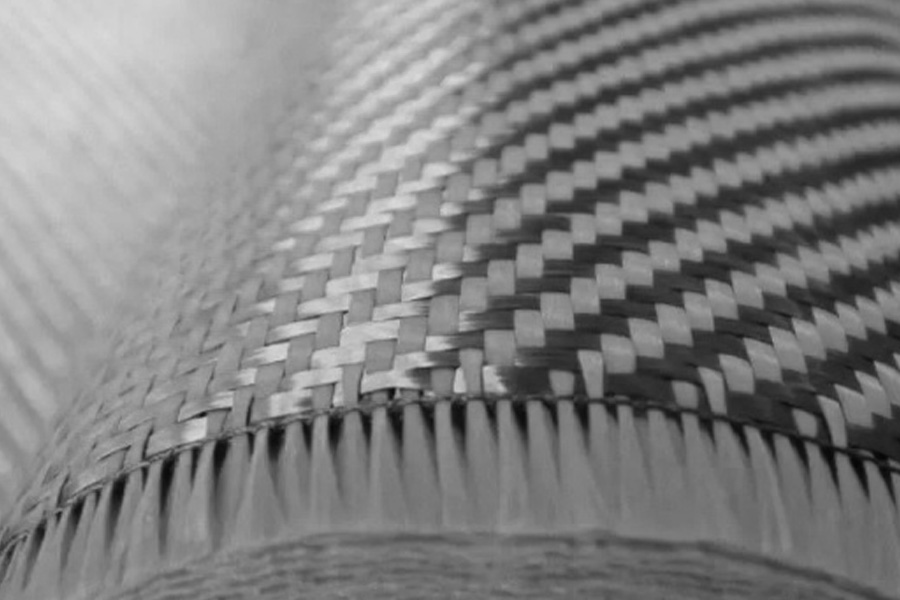
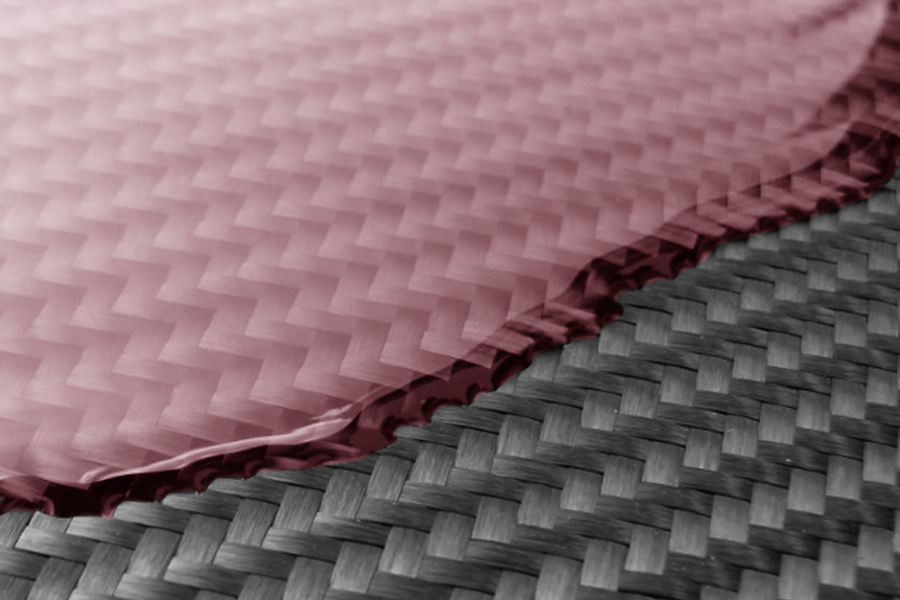
A trama plana consiste em cabos intercalados em direções ortogonais que se dispõem em um padrão onde os cabos da trama cruzam acima e abaixo do cabo do urdume. Esse tipo de trama tem o maior número de cruzamentos (crimp) por unidade de área. A variedade de construção desse tipo de tecido é vasta, permitindo utilizar filamentos e cabos com as mais diversas características e pesos. A trama plana possui aplicações em todos os segmentos que envolvem alta performance e acabamento estético como pranchas de surf, skates e bicicletas e também carros, embarcações e aeronaves de lazer e militar. Esse tipo de trama pode ser balanceado (com as duas direções com o mesmo número de cabos) ou ter uma das direções com mais cabos e mais resistência.
Uma das variações mais comuns é a trama plana basket que é formada por dois cabos no urdume contra dois cabos na trama. Esse tipo de arranjo proporciona maior estabilidade e menor número de cruzamentos, sendo utilizado em vários tecidos de fibras aramida, híbrida, vidro e carbono. Esse tipo de trama tem variações de 2×2 ou 4×4. A configuração desbalanceada desse tipo de trama pode ser 2×1 ou 3×1.
Tecidos estruturais podem possuir diferentes tipos de tramas, direções dos filamentos e distribuição dos mesmos. É muito importante que o projetista leve em consideração as forças e esforços que a peça estará sujeita para que ele possa selecionar e posicionar os tecidos de forma que eles possam proporcionar a resistência que a estrutura necessita. A trama é chave para fabricação de laminados de alta performance sendo uma forma bem simples de garantir o reforço estrutural.
Tecidos estruturais estão disponíveis numa grande variedade de tramas que possuem diferentes características mecânicas. O tipo de trama que o construtor vai escolher para um determinado projeto interfere na praticidade com que o tecido é impregnado e com a facilidade que ele faz curvas.
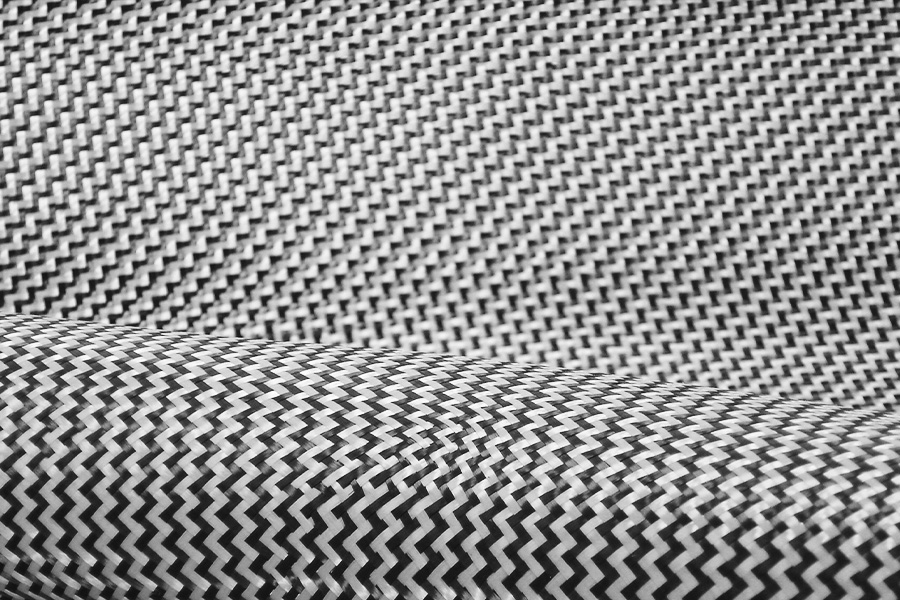
Os tecidos de trama twill são identificados pelo tipo de configuração e desenho diagonal. Visto perpendicularmente a aparência do tecido é de uma construção plana diagonal. Apresenta baixa porosidade e boa estabilidade, sendo recomendada para laminações onde seja necessária dupla curvatura. Nesse tipo de trama, um dos lados do tecido conforma melhor do que o outro. O tipo mais simples é construído na trama 2×1, onde dois cabos atravessam um cabo da direção do urdume. Quanto mais cabos usados na direção do urdume, maior vai ser a inclinação diagonal.
Também chamados de sarja, cada fio cruza duas, três, quatro ou mais cabos perpendiculares a este. Esta combinação promove uma estética muito apreciada para ser usada em laminações onde o tecido fica aparente. Se na sua configuração de construção ela cruza apenas duas vezes, a trama é chamada de satin; se ela cruza três ou quatro vezes é denominada crowfoot. Se durante a tecelagem os fios passam uns sobre os outros mais que cinco vezes, ela chama-se satinH5.
O construtor deve observar sempre se o tecido que será utilizado tem a mesma quantidade de fios nas duas direções. Isto determina se o tecido é balanceado ou não. Neste tipo de tecido, a abertura entre os cabos é essencial para o resultado final da laminação. Tecidos muito frouxos tendem a abrir buracos durante a laminação, oferecendo ao laminado áreas ricas em resina, o que pode causar deformações e empenos na sua peça.
Um dos maiores problemas de falhas em laminados de material composto é a ausência de compatibilidade entre fibras e resinas. O problema acontece tanto nos tecidos de fibras de vidro, aramida, híbridos e carbono.
Qualquer fibra é desenvolvida e produzida com um ligante químico, que faz com que a resina de laminação ou infusão consiga colar nos filamentos de tecido. Mesmo que durante o processo de tecelagem das fibras, elas passem por etapas abrasivas que removem parcialmente este acabamento, a fibra muitas vezes segue com sua compatibilidade comprometida. O mais importante neste caso é saber se a fibra que está sendo utilizada tem compatibilidade com a resina que será utilizada, pois nem sempre é o caso.
Mesmo fibras de vidro, que são uma matéria prima muito básica na fabricação de embarcações, podem ter centenas de tratamentos superficiais que melhoram sua adesão, podendo se tornar incompatíveis com resinas específicas. A maior parte das fibras de vidro são tratadas com ligantes químicos para ter compatibilidade com resinas poliéster mas, com o grande uso deste tecido na indústria de fabricação de pás de energia eólica, que utiliza resinas epoxy, muitos tecidos não aderem a resina poliester. O fato mais comum é que os laminados depois de impregnados, manualmente ou por infusão, fiquem esbranquiçados.
O que acontece é que a resina poliéster não consegue “colar” em filamentos de vidro com o tratamento superficial em epoxy. Como a maioria dos construtores sabe, as resinas epoxy conseguem aderir satisfatoriamente sobre laminados de poliéster, mas o contrário não é verdade.
O problema é que muitos construtores de barcos que utilizam resina poliéster, tentando baratear a construção, adquirem, por vezes, sobras de produtos destinados ao mercado de energia eólica resultando em laminados secos e propensos a delaminações, com baixa quantidade de esforço sobre eles.
Normalmente, no processo de infusão um laminado bem impregnado tem somente 35% de resina então, qualquer incompatibilidade entre as fibras e a resina de laminação vai produzir um laminado pobre em resina, com quantidades por vezes abaixo de 20%. Um laminado deste tipo, falha sob cargas de compressão e pode deixar bolhas aparecem através do gelcoat externo. O resultado é a perda total da peça, sendo impossível o reparo.
Por outro lado, quando se trata de fibras de carbono, a grande maioria é produzida com ligantes compatíveis à resina epoxy. Portanto é muito difícil que ocorram falhas de compatibilidade entre tecido e resina.
Resinas estervinílicas possuem proximidade com resinas epoxy, ambas compartilham materiais similares em suas composições. No entanto, não é certo que um laminado produzido com resina estervinílica terá compatibilidade com tecidos fabricados com ligante para resina epoxy.
Ainda existem os casos em que muitos fabricantes de tecido utilizam filamentos de segunda categoria, ou sobras de outros produtos, criando uma fibra com enorme potencial de delaminação nas estruturas. Estas falhas por incompatibilidade entre resina e fibras ocorrem de modo súbito e drástico que, no caso de barcos, pode gerar uma emergência em alto mar. Portanto, na hora de selecionar o tipo de fibra e resina, é preciso saber se ambos têm compatibilidade e se os filamentos serão aderidos uns aos outros pela matriz de resina. Deve-se prestar atenção e dedicar tempo pesquisando sobre seus fornecedores e a procedência dos tecidos que vendem. Comprar tecidos de
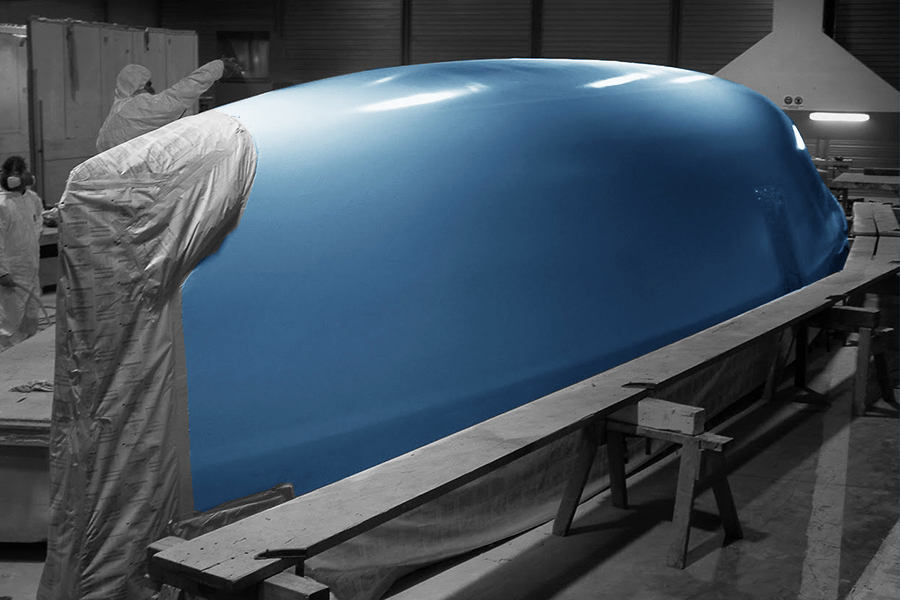
Antes da aplicação da pintura de base, independente do tipo de tinta a ser utilizado, é preciso preparar a superficie do casco. O lixamento serve para corrigir imperfeições, retirar a pintura antiga, se for o caso, e também melhorar a aderência da camada de tinta que promoverá o acabamento final.
Passada esta etapa, e corrigidas pequenas imperfeições, rachaduras e trincas, caso existam, aplica-se a pintura de fundo. O número de demãos e a espessura delas depende muito do produto utilizado e do fabricante. Sendo assim, é imprescindível que as recomendações do fabricante sejam seguidas rigorosamente, caso contrário, o resultado final poderá ficar comprometido. A preparação do casco é outro fator vital na hora da pintura, para que seja evitada qualquer possibilidade da tinta se desprender do casco.
Nem só de tintas e vernizes vive uma boa pintura. Os equipamentos usados e a forma de aplicação também são importantes na obtenção de um resultado final satisfatório. O uso de pistola é o mais indicado para pintores sem muita experiência.
A pintura com pincel ou rolo só deve ser feita se o pintor estiver realmente muito acostumado com esse tipo de serviço. Antes de mais nada, deve-se saber que existem tintas de acabamento específico para uso com pincel. Tentar utilizar pincéis com um produto formulado para aplicação com pistola é desastre na certa. Mas se o construtor for experiente com este tipo de pintura vai ser necessário utilizar um pincel de seda que retenha uma quantidade razoável de tinta ou verniz. Sua largura, dependendo da peça, pode ser de 2 a 5 polegadas.
Antes de usar um pincel novo, remova os pelos soltos batendo vigorosamente o pincel contra a palma da mão ou esfregando-o entre as suas mãos. Então molhe o pincel com um solvente compatível com o tipo de tinta que será utilizado, para retirar partículas de poeira. Remova bem o excesso, lave o pincel com água e sabão, enxague-o bem e penteie-o cuidadosamente para remover qualquer trança dos fios do pincel. Garanta que todo o pelo esteja alinhado e solto. Após cada uso, limpe-o com o mesmo solvente. Finalmente, lave com sabão, enxague, penteie e embrulhe em papel. Deixe secar antes de guardar, sempre deitado ou pendurado, nunca apoiado sobre seus pelos. Isto pode parecer um exagero, mas é uma sistemática que somente profissionais podem entender.
Se o construtor não tiver prática na aplicação com o rolo, a tendência é que durante a pintura se forme sobre o casco uma superfície com pequenas bolhas, como uma espécie de esponja. Um pintor experiente elimina essas bolhas com um pincel, imediatamente após a passagem do rolo. Se ele não tiver experiência, provavelmente boa parte da pintura não ficará perfeita. Em termos de salubridade, não há qualquer inconveniente em pintar epoxy e poliuretano através de pistola, mas o operador deverá usar equipamento de segurança.
A tecnologia de fabricação de tintas nos dias de hoje é tão avançada que não há nenhum problema para se desenvolver um sistema de pintura com propriedades específicas para qualquer aplicação. Para barcos, o número de variações possíveis é praticamente infinito, e existem no mercado formulações que atendem a maior parte dos requisitos.
Com um desenvolvimento maciço em tecnologia neste setor, a opção de produtos cresceu. Por isso, é muito importante que o usuário escolha o produto correto para o trabalho, bem como os métodos certos para a preparação, aplicação, diluição e limpeza. Muitas pessoas criticam os produtos de alta performance injustamente, quando as reclamações deveriam ser dirigidas a má aplicação. Se o construtor está à espera de um acabamento primoroso, ele deve estar ciente que mais tempo e esforço serão gastos na preparação da superfície.
Em geral, qualquer pintura tem duas funções: proteger a superfície e proporcionar uma aparência estética agradável. No caso de um barco de serviço, o último requisito pode ser de menor importância. Em certas circunstâncias, algum requisito de proteção tende a ser sacrificado em favor de uma aplicação de baixo custo. O ambiente marítimo é agressivo e degradante, e para haver uma proteção completa, a pintura deve resistir à absorção de água, vapor, ataque químico, raios ultravioletas, abrasão e avarias mecânicas.
Outro aspecto igualmente importante é que a pintura precisa ter propriedades de adesão sobre a superfície a ser protegida. Para fins estéticos, a pintura deve oferecer um alto brilho e deve reter esse acabamento o maior tempo possível, sem esfarelar, amarelar ou rachar. Nesse caso, é preciso trabalhar para evitar ao máximo porosidade na superfície externa. As causas de aparecimento de porosidade são várias e, normalmente, recaem sobre uma mistura mal diluída e na baixa qualidade do sistema de aplicação.
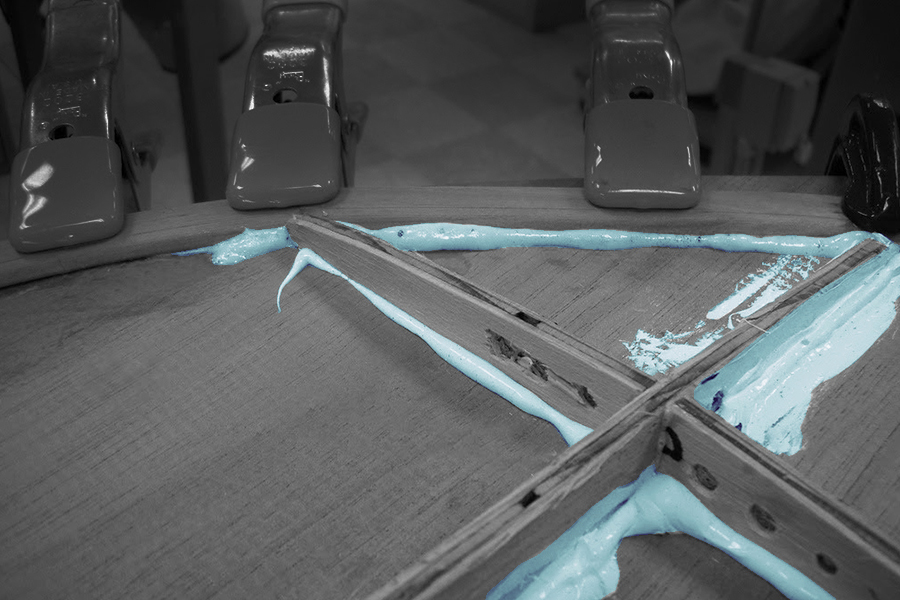
A qualidade da colagem dos elementos de estruturas sandwich é um ponto fundamental para a eficiência desse tipo de construção.
Os adesivos estruturais são capazes de realizar a união de cascos e conveses, fixação de anteparas e outros elementos estruturais de forma muito eficiente pois são capazes de distribuir as tensões desenvolvidas por áreas maiores, possibilitando a construção de estruturas mais leves e resistentes. Seu requisito mecânico mais importante é a resistência ao cisalhamento, uma vez que, ao colar dois elementos estruturais, é importante que nem o adesivo nem as interfaces falhem.
Além da resistência ao cisalhamento, o adesivo também deve ser flexível, mas não muito elástico, e possuir baixa contração. Após curado, deve suportar todas as condições ambientais que a embarcação enfrenta, ou seja, deve resistir à umidade e temperaturas extremas.
Dentre as opções de adesivos disponíveis no mercado, o epoxy é o que apresenta o melhor desempenho. Todo construtor deve ter em mente que o custo do adesivo representa apenas uma fração do gasto total para construção de uma embarcação e a escolha do produto correto influencia no peso, facilidade de processamento e na segurança estrutural da embarcação.
Os adesivos à base de sistemas epoxy possuem um excelente poder de adesão em diversos materiais além de apresentarem contração menor que 1%. Isso, combinado com sua resistência ao cisalhamento, faz com que sejam capazes de preencher espaços de até 6 mm, formando junções com grande resistência à delaminação.
O sucesso das colagens também está relacionado às condições de realização do processo, que devem respeitar as especificações dos fabricantes. A umidade relativa (UR) do ar não deve ser maior que 80%, mas melhores resultados são alcançados com UR abaixo de 60%. Os materiais a serem colados devem estar livres de umidade e o adesivo deve apresentar boa “molhabilidade” para facilitar a aplicação e penetrar na superfície de colagem. Há uma grande variedade de endurecedores que permitem ajustar o tempo de cura do adesivo de alguns minutos até algumas horas, de acordo com a necessidade do construtor.
É fundamental que, durante o processo de colagem, o construtor seja um perfeccionista. Cada detalhe fará diferença na performance do barco, ao ponto que, uma mera imperfeição que passe despercebida, poderá resultar em uma dor de cabeça enorme nos processos seguintes da construção.
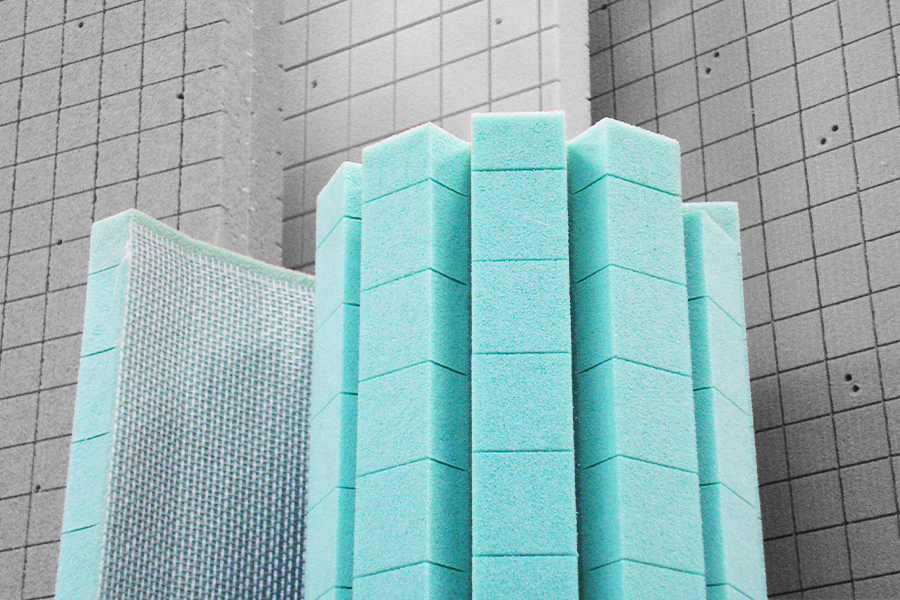
As espumas de PVC são um dos tipos de núcleo sandwich mais utilizado na construção em materiais compostos e especialmente em embarcações. As últimas formulações disponíveis oferecem enormes vantagens para a construção de laminados de alta performance, como carros, trens, embarcações, aeronaves e geradores de energia eólica. Algumas espumas de PVC oferecem quase o mesmo desempenho estrutural e baixo peso que os honeycombs utilizados na indústria aeroespacial, além de permitir a laminação direta sobre sua superfície, e o mais importante, com um custo bem menor.
As espumas de PVC possuem altíssima resistência à compressão e ao cisalhamento, além de excelente resistência química e permitem uma deformação por cisalhamento de até 50% o que as tornam insuperáveis onde se necessita resistência dinâmica. Sua temperatura de operação varia entre –40°C e 120°C embora algumas espumas possam ser curadas a mais de 160°C . Além disso, sua formulação e produção fazem com que elas tenham 100% de células fechadas, o que impede a absorção de água.
Estas espumas sintéticas são produzidas a partir de uma mistura de polímeros e resinas à base de policloreto de vinila (PVC) em um processo computadorizado que garante a precisão na formulação dos componentes químicos. A partir deste ponto, a mistura é colocada em pequenas formas metálicas, onde passa por um processo de aumento de temperatura e pressão. Logo após, é expandida com vapor d’água, curada em ambientes climatizados e estabilizados termicamente, antes de ser levada para processamento e corte. O processo de fabricação de uma espuma deste tipo leva de três a quatro semanas até os blocos estarem prontos para serem trabalhados. Dependendo da densidade da espuma, o tempo pode chegar a oito semanas.
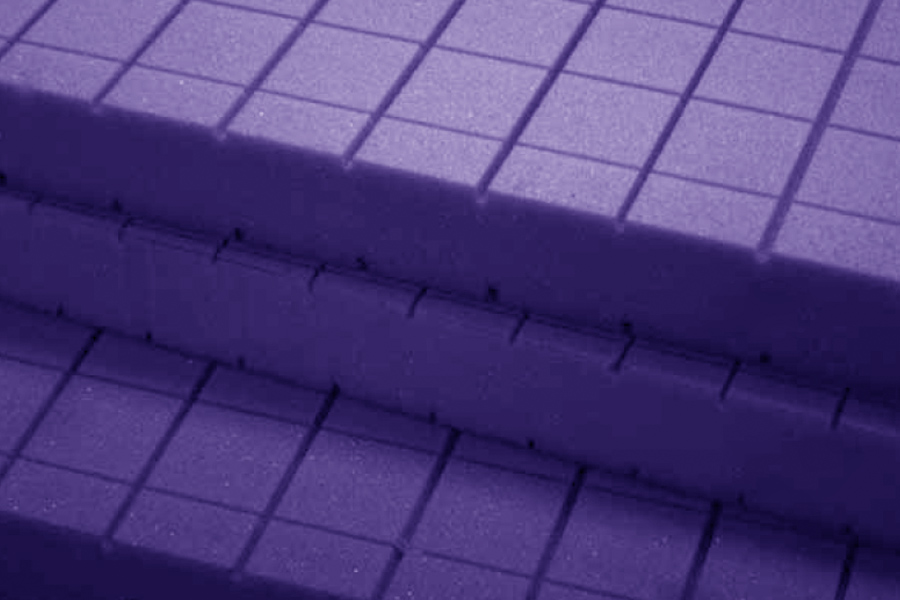
As espumas de PVC são fabricadas em diversas densidades, as mais comuns são 40, 45, 60, 80, 100, 130, 160, 200 a 250 kg/m³. Cada densidade é codificada por uma cor diferente e suas espessuras variam de 3 até 75mm.
É lógico que existe uma variedade imensa de outros produtos feitos a partir deste mesmo material e eles podem ser solicitados de acordo com sua aplicação específica. Existem vários tipos de corte disponíveis no mercado, alguns exemplos são DC, DCI, GSP, GS, GSN, GSNS ou GSH, cada um desses cortes possui sua função dentro do seu projeto e método de fabricação. As espumas com cortes para infusão são projetadas para atender a permeabilidade da resina dentro do laminado, com perfurações e ranhuras para conduzir a resina pela peça. A configuração de cortes longitudinais e transversais possibilita que o projetista possa direcionar a frente de resina para onde ele achar mais interessante ou onde houver uma maior concentração de fibras com baixa permeabilidade.
Uma das maiores vantagens da utilização de materiais compostos é poder otimizar suas características ortotrópicas para que os laminados individuais sejam posicionados nas direções onde se necessita maior resistência. Com isso é possível reduzir a quantidade de material “desnecessário” onde as tensões são baixas e reduzir o peso das peças.
Materiais isotrópicos, que exibem resistência igual em todas as suas direções, como os materiais metálicos, não conseguem produzir uma otimização das tensões nas direções mais solicitadas em uma estrutura, porque pela sua própria característica molecular eles desenvolvem a mesma resistência em qualquer direção. Embora a ortotropia seja uma dádiva da ciência em proporcionar a flexibilidade de se colocar a quantidade de material desejada em cada direção ela também promove alguma dificuldade em fazer os cálculos corretos da resistência e rigidez de uma estrutura.
Hoje em dia com a amplitude de opções de tecelagem existem tecidos de fibra de vidro e fibra de carbono fabricados nas direções de 0 graus (unidirecional), tecidos biaxiais de 45/-45 graus e 60/-60 graus, e unidirecionais de 90 graus em diversas gramaturas e combinações. Esta variedade de opções permite ao projetista uma larga variedade de possibilidades de se projetar um laminado eficiente.
Para que isso seja possível, é necessário saber com uma boa exatidão a direção, sentido e grandeza da carga, assim como, as características mecânicas dos materiais em suas respectivas direções. Como já vimos em posts anteriores, o regime de navegação hidrodinâmico exerce um complexo conjunto de forças na estrutura das embarcações e essas forças podem ser dimensionadas com ajuda de sistemas estatísticos para determinação das acelerações verticais e finalmente as pressões atuantes na estrutura.
Vale aqui ressaltar que muitos projetistas optam por simplicidade utilizar dados sugeridos por sociedades classificadoras, mas essas normas costumam utilizar fatores de segurança altos e muitas vezes irreais, somente visando o lado da segurança, mas desprezando a otimização de peso da estrutura. Também as características dos materiais utilizados nos projetos podem ser obtidas via literatura de fabricantes ou até mesmo de forma analítica através da regra das misturas, que é sempre um ótimo ponto de partida.
Projetos mais complexos sempre vão exigir uma abordagem diferente e mais precisa até porque o custo dos materiais passa a ser uma variável importante para a produção da estrutura. Como se faz necessário projetar um laminado mais otimizado, principalmente no que se refere ao peso final do componente, é necessário refinar o cálculo ao máximo. Para isto, o projetista deve utilizar a geometria original da peça, as corretas condições de contorno, carregamento e finalmente as características dos materiais.
Tanto a geometria, carregamentos externos e internos e as condições de contorno podem ser definidas através do projeto original e características de navegação da embarcação. Já as características mecânicas precisam ser ensaiadas com o máximo de precisão e utilizar sempre que possível corpos de prova produzidos nas mesmas condições que a estrutura vai ser fabricada. Utilizar condições especiais de pressão e temperatura para a fabricação dos laminados que vão ser ensaiados vai “mascarar” os resultados práticos dos valores obtidos nos testes que nunca vão se concretizar na fabricação da estrutura ou mesmo na repetição dela quando for o caso.
Tudo começa na preparação dos laminados para gerar os corpos de prova que serão ensaiados. Como muitos fatores influenciam na característica de um material composto, é recomendado que esses laminados sejam produzidos de maneira mais próxima possível do laminado da peça final e se possível produzido pela mesma pessoa ou equipe que vai laminar.
A próxima etapa é produzir os corpos de prova respectivos para cada tipo de teste desejado. Os mais comuns são os de resistência a tração, compressão e cisalhamento, e obviamente os seus módulos de elasticidade. É muito importante observar as normas corretas para a realização de cada teste de acordo com cada material ensaiado.
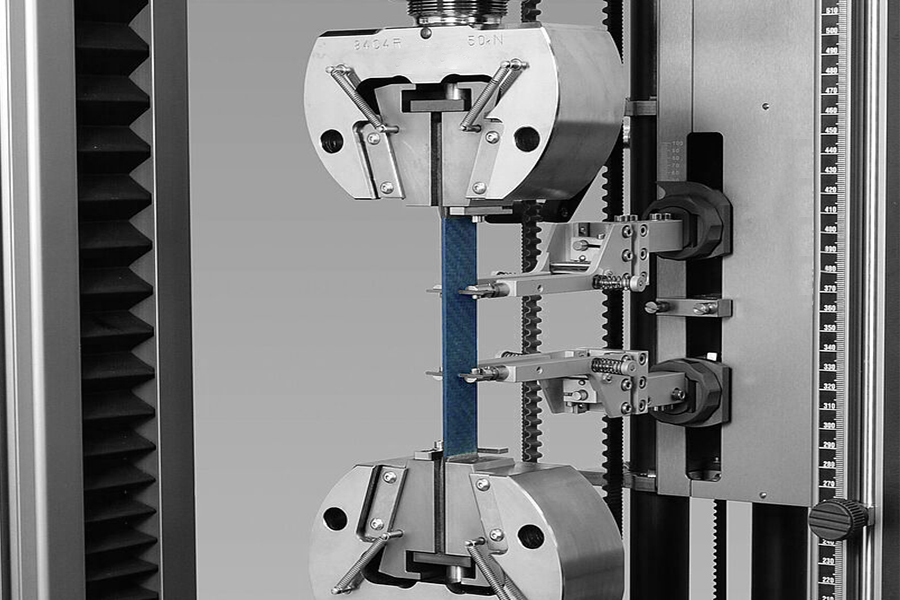
Os testes de tração normalmente são realizados em laminados sólidos através da norma ASTMD638, e consiste em tracionar corpos de prova de 250mm x 25mm x 3mm até a ruptura. Durante o teste são medidos a tensão aplicada pela máquina de ensaio e a deformação resultante da aplicação dessa força.
Através desses dados é possível gerar o gráfico de Tração x Deformação do material e obter as tensões de escoamento, máxima e de ruptura, assim como o módulo de elasticidade de tração e coeficiente de Poisson. Mais detalhes sobre essas grandezas são explicados no post “A Diferença Entre Resistência e Rigidez”.
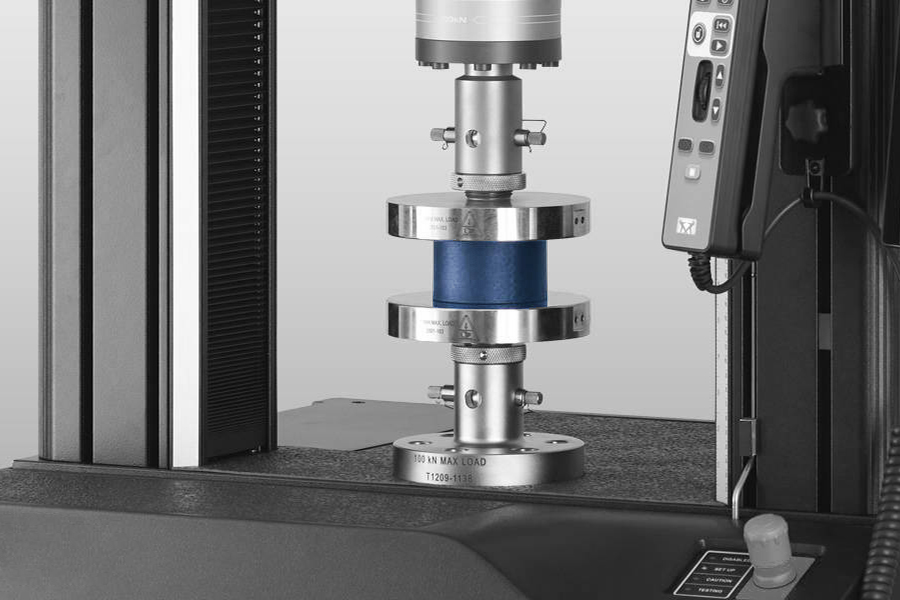
O teste de compressão, que normalmente é realizado de acordo com a norma ASTMD3610, segue os mesmos princípios do de tração, aplicando-se uma força axial no corpo de prova, só mudando a direção da força, que agora comprime ao invés de tracionar.
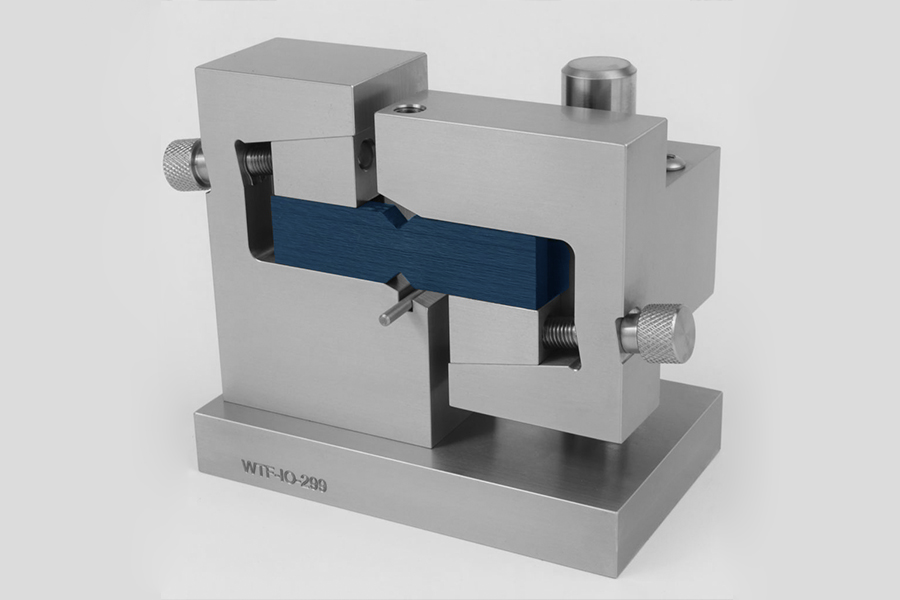
As tensões de cisalhamento, surgem em um corpo quando ele é submetido à um par de forças que agem em lados opostos com a mesma magnitude. Desta forma o teste de cisalhamento, levando em consideração a norma de ensaio ASTMD5379, consiste em aplicar uma força em uma das extremidades de um corpo de prova, enquanto a outra extremidade é engastada.
Dada a natureza da operação de embarcações, suas estruturas normalmente não estão submetidas a pura e simplesmente tração ou compressão ou cisalhamento. A realidade é que as cargas aplicadas pelo regime de navegação dinâmica criam um regime de flexão, ou seja, uma das faces está submetida à tração, enquanto a outra está submetida à compressão e o núcleo sofre com tensões de cisalhamento. Mais informações sobre esses tipos de esforços podem ser notadas no post “Tensões Normais e de Cisalhamento”.