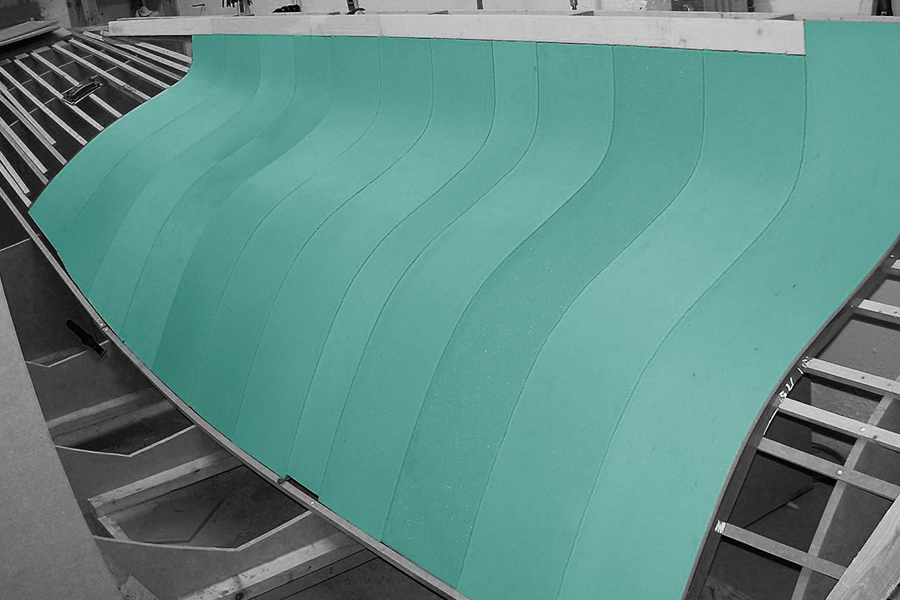
Uma das grandes vantagens do uso de materiais compostos é a possibilidade de construir estruturas com geometrias complexas com facilidade, depositando os tecidos de fibra sobre os moldes com dupla curvatura.
Quando se trabalha com estruturas sandwich, no entanto, é necessário realizar a conformação do núcleo de alguma forma. O uso do corte GS é uma opção para geometrias complexas, mas implica em um aumento no tempo e custo de processamento do núcleo e, mais grave do que isso, em um grande consumo de resina que deve ocupar todos os espaços vazios entre as células quadriculadas, aumentando o peso da estrutura por todo o seu ciclo de vida.
Alguns construtores preferem fazer uso de uma técnica chamada termoformagem, que consiste aquecer as placas de espuma PVC até uma certa temperatura que permite que elas sejam conformadas em um molde com a curvatura da superfície sobre a qual as placas serão posicionadas.
A primeira informação essencial que o construtor deve obter para realizar esse processo, é a temperatura máxima de processamento de cada material sandwich. Essa característica varia de acordo com a série de espuma PVC utilizada, mas é muito comum que fique próximo aos 80°C, sendo que algumas espumas desenvolvidas para serem utilizadas em conjunto com sistemas prepreg possuem a capacidade de resistir até 150°C.
Como as espumas PVC são construídas com polímeros termofixos, submeter esse material a temperaturas mais altas que o sugerido pelo fornecedor degrada o núcleo de forma definitiva, prejudicando suas propriedades mecânicas e impedindo o retorno ao potencial original.
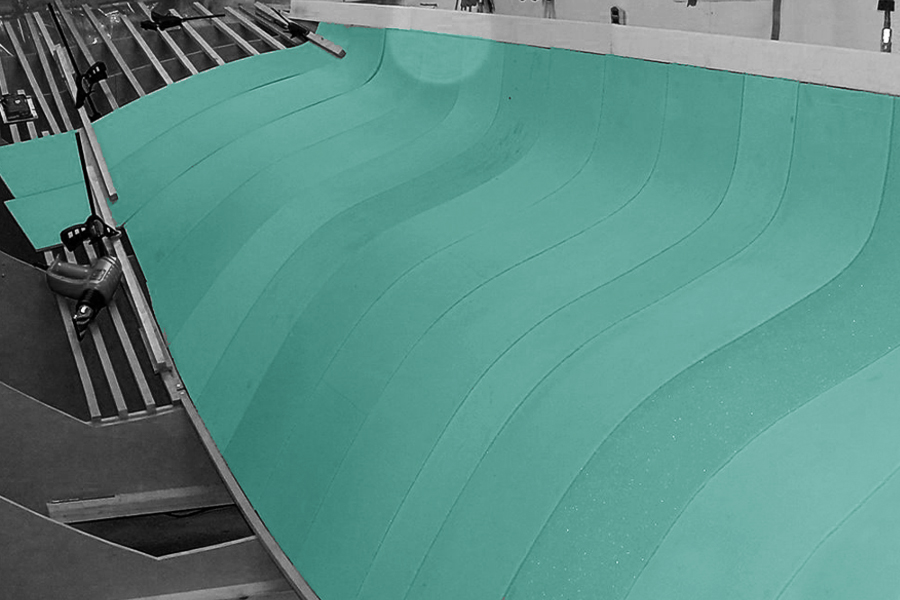
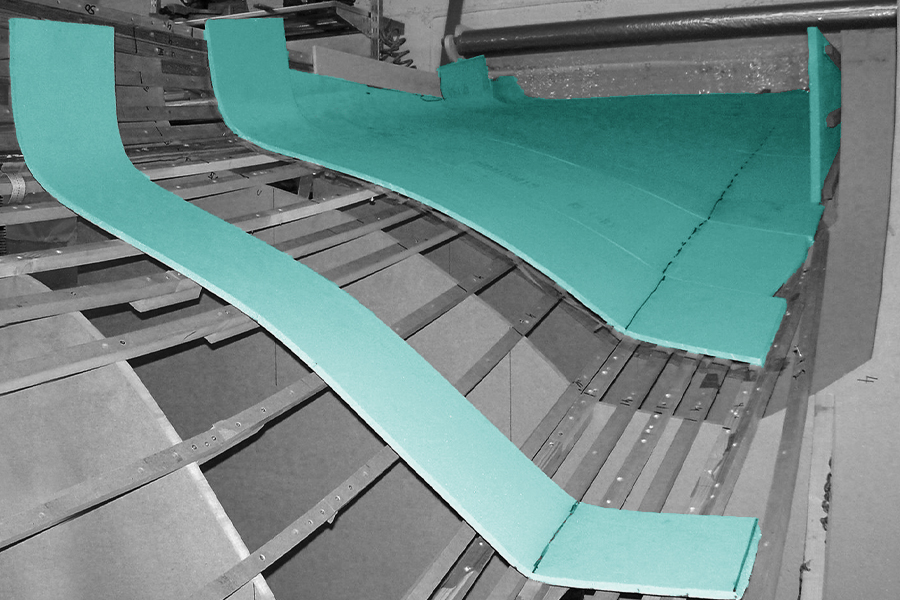
Com a temperatura adequada em mente, existem algumas formas de realizar a termoformagem. Alguns construtores preferem aplicar calor somente nas regiões onde as curvaturas devem ser realizadas, mas o procedimento mais adequado é construir um pequeno forno para aquecer toda a placa de forma homogênea e não permitir deformações localizadas nem causar concentradores de tensões criados por meio de transientes térmicos.
Outra maneira, bastante utilizada em construção prepregs, é prender a espuma sobre o molde, aplicar vácuo e em seguida aumentar a temperatura lentamente até o patamar desejado. Todo cuidado deve ser tomado para garantir que a espuma utilizada tenha estabilidade dimensional para não deformar ou modificar suas dimensões durante o processo de aquecimento, pois ela vai estar sujeita a uma pressão relativamente alta durante o tempo que vai receber calor.

Depois de conformadas na geometria desejada, as espumas devem ser numeradas e armazenadas até o momento de sua utilização. É importante destacar que, assim como o aquecimento do material deve ser feito de forma lenta e gradual, o retorno para temperatura ambiente deve ser feito da mesma maneira em um procedimento parecido com o da pós-cura de laminados.
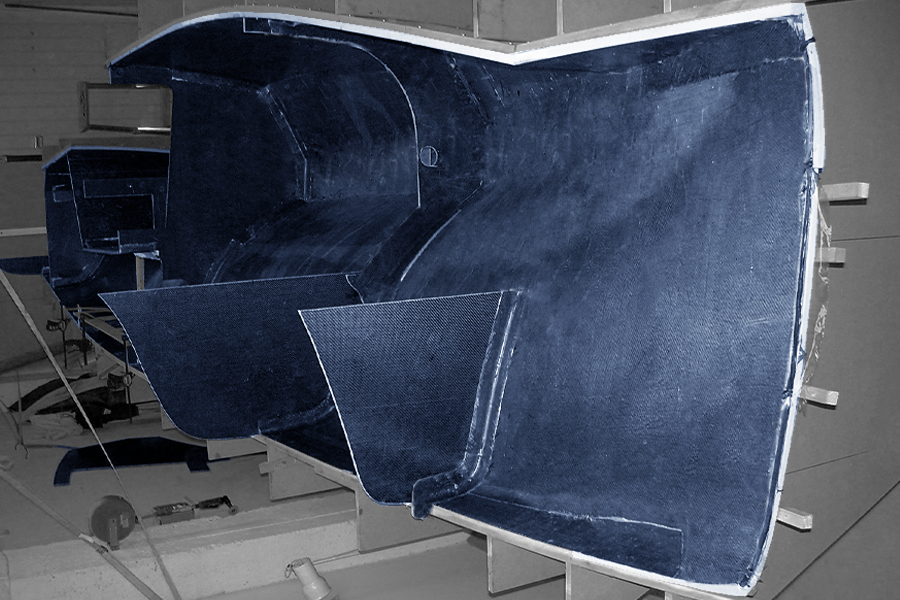
Muitas vezes é necessário que as espumas sejam tratadas em um processo de estabilização e posterior relaxamento para evitar modificações indesejadas durante a pós-cura do laminado. Mais informações sobre esse tipo de técnica de construção pode ser encontrada no livro Manual de Construção de Barcos.



Carlon Fernandes disse:
Se eu for moldar a espuma para depois fazer uma colagem a vácuo eu preciso fazer quantos furos na placa para passagem de ar?
Barracuda Composites disse:
Oi Carlon,
Definitivamente voce deve perfurar as placas antes de termoformar. A quantidade de perfurações depende do processo que voce vai utilizar para a colagem e o tipo de adesivo. Normalmente a densidade de perfuração é de furos de 3mm de diametro espaçados em 50mm. A quantidade e tipo de adesivo são outros fatores importante no processo. No caso de usar pressão de vácuo você tem que ter certeza de chegar pelo menos a 0.8 atm e deixar o adesivo curar 100%, o que vai levar algum tempo.
Thainá Mattos disse:
Eu tentei colocar uma espuma de PET para moldar com uma pistola de ar quente mas quando eu comecei a dobrar a placa ela quebrou. A termoformagem não funciona com PET?
Barracuda Composites disse:
Oi Thainá,
O problema das espumas de PET é que elas tem uma baixa deformação ao cisalhamento. Mais ou menos 5 vezes menor que as espumas de PVC, então são muito frágeis e tem a tendência de quebrar com mais facilidade. Ao contrário, as espumas de PVC tem uma deformação ao cisalhamento de aproximadamente 40% que permite uma flexibilidade maior o que é uma grande vantagem para previnir uma fratura por qualquer impacto. Por isto, as espumas de PET não sao utiilizadas em locais com cargas dinâmicas!